")
")
Categorías Alfarería Breve historia de la Alfarería en Portillo
Breve historia de la Alfarería en Arrabal de Portillo, Valladolid
Aunque por el modo de exponer cronológicamente este texto, pueda parecer que intentamos acometer algo tan amplio como una “Historia” de la alfarería, lo que relato a continuación, no es más que la historia de la alfarería de nuestra familia y de nuestro pueblo, de la alfarería que conocemos, y que es la única que pretendemos y podemos describir; incluso seguro que con errores porque muchas de la cosas se basan únicamente en recuerdos (aunque contrastados con otros recuerdos).
Las Historias generales de la alfarería ya están muy bien estudiadas por otros y hay cientos de libros y de páginas en Internet donde se pueden encontrar referencias generales sobre este oficio tan antiguo.
Desde el siglo XVII hasta el siglo XX
En el siglo XVIII, la actividad artesanal es de subsistencia, respondiendo a las necesidades básicas de la población. En esta época, el sector artesanal adquiere cierta importancia en
La actividad artesanal se realiza en pequeños talleres en los que convive el maestro con algún oficial y aprendiz. Es la misma estructura que en el resto de los talleres artesanos.
Los artesanos alfareros de
En el año 1751, ya están censados 21 alfareros en
El jornal del alfarero en esa época estaba dentro de la media de los oficios, rondaba los 3 reales diarios, más o menos lo mismo que un carpintero, aunque por debajo del salario de los albañiles, herreros o sastres. Los oficios peor pagados por entonces eran los de tabernero y panadero.
Los productos que ofrecían los alfareros eran únicamente de primera necesidad. Pucheros para cocinar, platos y vasos para comer y beber, jarros para el vino, cántaros para el agua y el vino, etc.
Desde principio del sigo XX hasta la década de 1970
La alfarería ha sido la industria clave en Arrabal de Portillo durante todo el siglo XX. En la década de 1950 existían más de 50 alfarerías y más de un centenar de oficiales alfareros.
Hasta bien entrada dicha década de 1970, la evolución de la alfarería en Arrabal de Portillo, en cuanto a las técnicas, había sido casi nula. Todos los procesos eran manuales y el cocido de las piezas se realizaba en hornos de leña.
Los productos que se realizaban seguían siendo los de primera necesidad: cantaros, cazuelas, platos, botijos, etc. Quizás uno de los productos distintivos propios de esta zona era el “pote”, una vasija especialmente diseñada para recoger la preciada resina de los abundantes pinos negrales existentes en esta región, denominada por algo “Tierra de Pinares”.
Tipología de las alfarerías
Por lo general, el taller del alfarero se encontraba integrado dentro de su propia casa, que a su vez estaba dentro del núcleo urbano. A través de la puerta principal o de una puerta directa, se accedía al corral, situado en la parte posterior de la vivienda, donde se levantaba el horno y las restantes dependencias necesarias para el desarrollo del trabajo, así como las cuadras, pajares, sotechados, etc.
La construcción de las casas se realizaba a través de muros de carga de mampostería y piedra labrada, mientras que las dependencias auxiliares como sotechados, secaderos, etc. solían hacerse de adobe fabricado en el propio alfar. Los tejados eran de tabla sobre vigas de madera, cubiertos por teja árabe fijada con barro y paja.
Los principales procesos eran los siguientes:
1. Extracción del barro
La arcilla
La arcilla es un material que aparece en terrenos naturales y es capaz de transformarse, unida a agua, en una masa plástica fácilmente moldeable. La arcilla al secarse, adquiere rigidez conservando la forma.
Dependiendo del tipo de arcilla, el modelado al torno, el secado, la cocción o cocciones sucesivas, etc. va a variar y va a dar lugar a productos cerámicos diversos.
Las arcillas utilizadas en Arrabal de Portillo son pobres en tierra arcillosa y ricas en hierro y cal, lo cual permite una cocción a relativamente baja temperatura, entre 900 y 1.100ºC.
Los terrenos donde se extraía la arcilla
El barro se extraía con azadón y pala de un lugar a las afueras del pueblo llamado “Los Tejares” (nombre que denota uno de los usos principales de la arcilla: la fabricación de tejas), en la que todavía existen muestras de aquella actividad: debido a lo arcilloso del terreno, el agua de lluvia no se filtra bien y en los hoyos dejados por la extracción del barro han existido siempre y sigue habiendo lagunas de agua.
Estos terrenos están a unos 500 metros del núcleo urbano. La extracción del barro solía hacerse en verano, a primera hora de la mañana, con la “fresca”. Lo normal es que cada alfarero tuviera un burro, una mula o un caballo y que transportara el barro directamente en sus alforjas o en un carro.
El barro se almacenaba en pequeños sotechados cubiertos para que no se mojara con el agua de lluvia y terminara de secar. Si estaba muy mojado, a veces se dejaba a la intemperie con el fin de que con las heladas del invierno, el agua que contenía al congelarse se dilatara y resquebrajara totalmente los bloques.
El barro de los “Tejares” era un barro fuerte, muy moldeable y fácil de trabajar, con mucho “tiro” para hacer piezas grandes pero de difícil secado. Si los cacharros se sacaban húmedos al sol se “asedaban” (se rompían por diferencias en el tiempo de dilatación) y si se vidriaban cuando estaban secos también se rompían por el mismo efecto.
Posteriormente, cuando el transporte por camión comenzó a ser habitual, se dejó de utilizar casi definitivamente el barro autóctono y cada alfarero ha ido buscando la arcilla que mejor se adaptaba a su forma de trabajar y al tipo de productos que fabrica.
2. Secado del barro
Aunque se solían aprovechar los meses de verano para las tareas de extracción del barro, siempre tenía humedad. El barro se almacenaba a la intemperie en los corrales de los talleres durante el verano para que secase bien y después se guardaba en los secaderos cubiertos para tener provisiones para el invierno.
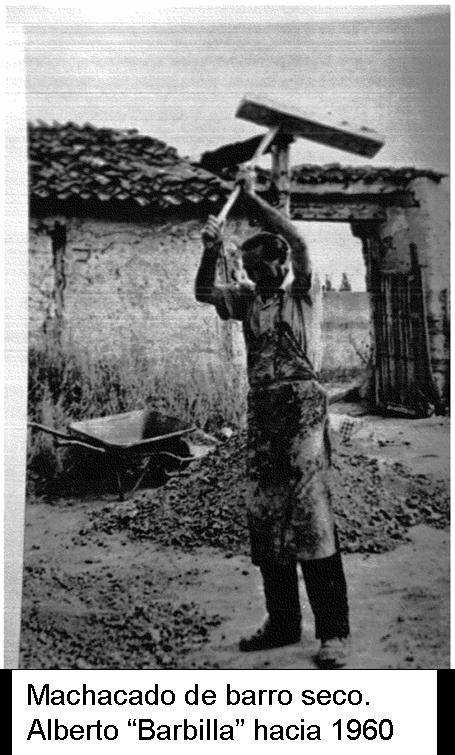
3. Machacado del barro
El machacado de los terrones de barro en seco, favorecía los trabajos posteriores de mojado y amasado. No se molía, se machacaba. El machacado se hacía con grandes mazas de madera llamadas palancas con el único objetivo de romper los bloques de barro y convertirlos trozos más pequeños para que el agua pudiese penetrar después mejor y conseguir un calado uniforme.
A veces también el machacado se realizaba con pequeñas mazas manuales con un mango de unos 20cm.
4. Mojado
El barro muy seco se metía en una pila grande en la que había agua para humedecerlo totalmente. Una vez echado el barro, con una estaca de madera, se hacían agujeros sobre ese barro y se volvía a echar agua por arriba para que penetrase por los agujeros. Después se dejaba reposar.
Este proceso parece contradictorio con el de secado: se deja secar el barro para después humedecerlo. El proceso, por el contrario, tiene un fundamento claro: cuando se extrae el barro, está húmedo pero este grado de humedad es desigual; en algunos sitios el barro está muy blando y en otros muy duro. Si se humedeciese el barro cuando está en este estado desigual de mojado, los trozos con más humedad actuarían de impermeable impidiendo que traspasase el agua a través de ellos.
En algunas ocasiones, se realizaba una técnica que consistía en hace barro líquido y pasarlo, a través de un filtro fino, desde una pila de barro con mucho agua a un depósito de unos
5. Amasado
El proceso de amasado incluía otras dos fases:
Pisado:
El barro mojado se ponía en un montón en el suelo y se pisaba hasta que quedaba totalmente extendido en el suelo en una capa muy fina. Este barro extendido se volvía a amontonar y se repetía el proceso varias veces.
Amasado a mano:
El barro uniforme se amasaba a mano para que uniese y quedase hecho una masa fácil de trabajar en la rueda o torno.
Una vez amasado se hacían las pellas que consistían en bolas con el barro justo para realizar una pieza concreta en el torno. Por ejemplo, si se iban a hacer pucheros, se hacía una bola con el barro necesario para hacer un puchero para que el oficial que estaba en el torno tuviese el barro totalmente preparado.
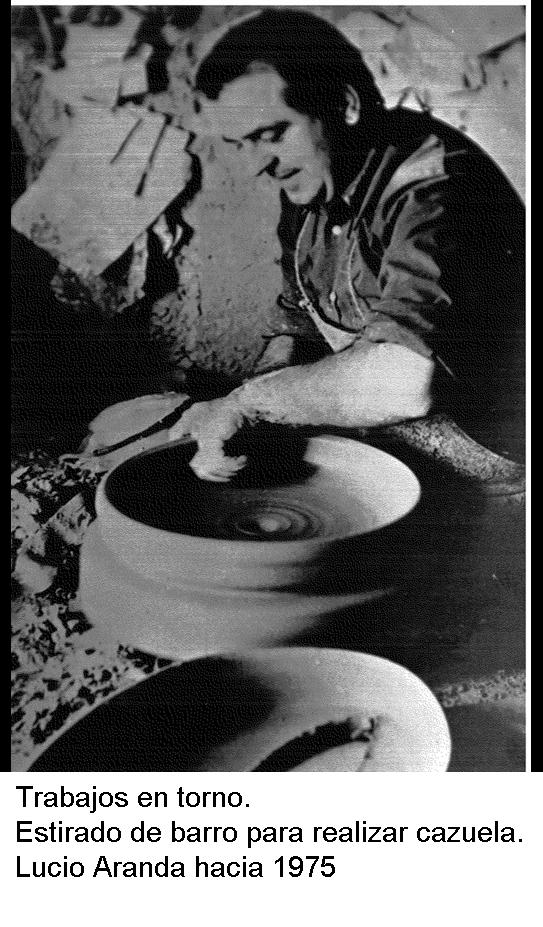
6. Torneado
Es el proceso por excelencia y más famoso del alfarero. Siempre que se habla de alfarería se piensa en un oficial alfarero sentado en un torno realizando una pieza. Pero no deja de ser un proceso más y posiblemente no el de más dificultad.
El torneado consiste básicamente en:
- Centrado del barro. La pella o bola de barro preparada se coloca en el torno (que está en marcha dando vueltas) y se aprieta por todos los lados para que quede totalmente en el centro. En este proceso, el alfarero debe mojarse varias veces las manos para facilitar que el barro resbale cómodamente por ellas. Si la bola queda algo descentrada, se trabajaría muy mal y es posible que saliese disparada del torno antes de tiempo por la fuerza centrífuga que va desarrollando. Un aprendiz alfarero podía tardar meses en tener totalmente controlado el centrado del barro. Y sin saber hacer esto no podía pasar a la siguiente fase.
- Estirado del barro. La bola de barro centrada se abre, se estira y se eleva según la pieza que se esté realizando. Si es una cazuela grande se estira hacia los lados, si es un jarro se sube hacia arriba.
- Pasado de tiradera. La tiradera es una plancha de metal de unos
- Suavizado con pañata. La pañata es un trozo de cuero de unos
- Cortado. La pieza terminada se separa del torno con un alambre y se pone en una tabla de madera que tiene el alfarero colocada al lado.
Existen otras muchas tareas que se realizan en el torno como son:
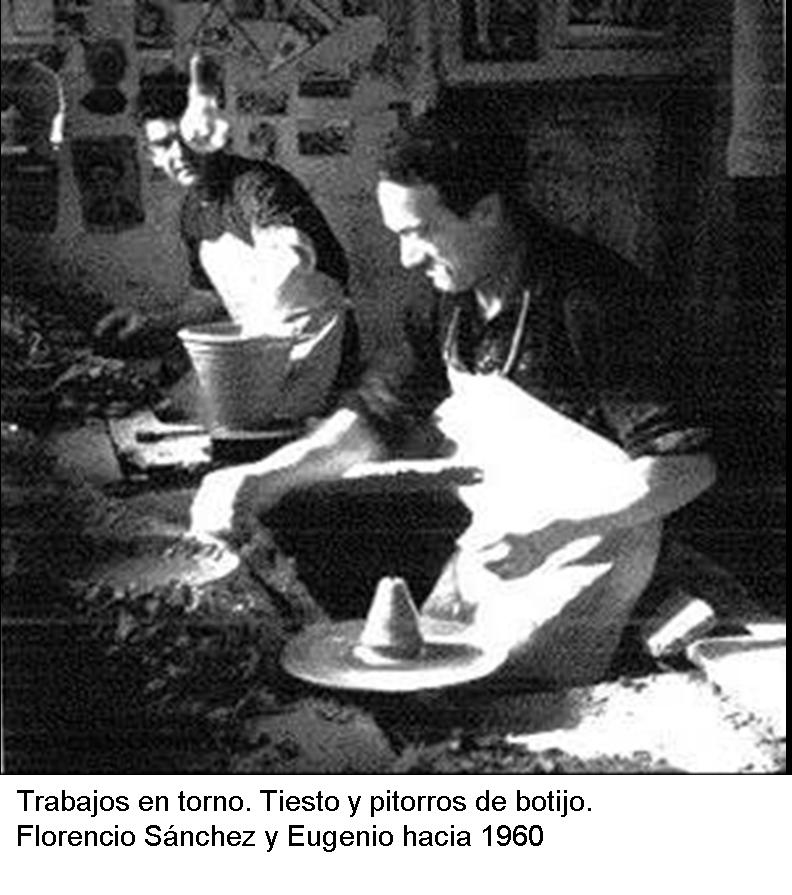
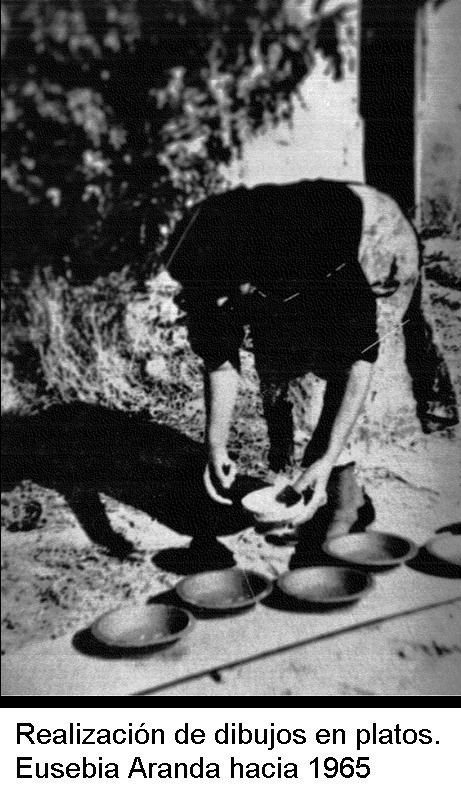
- Dibujo de las piezas: con un palo para dibujos simples o con un rodillo tallado para dibujos más complejos, a la pieza acabada y antes de ser cortada se la van haciendo los dibujos a la vez que gira muy despacio en la rueda.
- Fabricación de pitorros. Hay piezas, como los botijos, botijas, algunas cantimploras, etc, que llevan pitorros. Estos se hacen en la rueda uno a uno y después se pegan sobre la pieza.
- Fabricación de piezas en dos partes. Cántaros y ánforas de pico. Hay piezas que por su tamaño se deben hace en dos partes. Por un lado están las que tienen el culo plano, como pueden ser los cántaros, orzas grandes y ánforas grandes. En estas piezas lo primero que se fabrica es la parte de arriba, se saca de la rueda y se fabrica la de abajo. Sin sacar la parte de debajo de la rueda se coloca la superior sobre ella y se unen. En el caso de las ánforas de pico, lo primero que se fabrica también es la parte de arriba pero en este caso, esta parte se deja secar durante dos días antes de hacer la de abajo. El motivo es que ninguna de las dos partes del ánfora tiene base para colocarse directamente en la rueda por lo que la boca debe colocarse sobre un molde y debe estar lo suficientemente seca para no aplastarse.
7. Enasado
A las piezas que llevan asa se las pone uno o dos días después de haber sido realizadas en el torno. Las asas las va haciendo el alfarero directamente desde una pella de barro y las va pegando a la pieza.
8. Secado
Dependiendo del tipo de pieza y sobre todo del barro empleado en su fabricación, las piezas se secarán de diferentes formas. Las piezas realizadas con barros más porosos como los utilizados para realizar cazuelas, pucheros, etc. se secan al sol directamente. Las piezas pequeñas generalmente también porque no existe demasiado riesgo de que sequen más rápido por un lado que por otro debido a su tamaño. Las piezas grandes y las realizadas con barros poco porosos se secan a la sombra, generalmente en el propio taller que es un lugar que suele conservar cierto grado de humedad ambiental debido a todos los procesos con el barro mojado que se realizan en él. Esto es debido a que, por ejemplo, una pieza grande como un cántaro, merma unos
9. Vidriado
Es el proceso por el cual se baña una pieza antes de ser cocida.
Hasta muy entrada la década de los 80, el mínio siguió siendo el material de esmalte más utilizado en Arrabal de Portillo. A partir de estos años fue prohibida su utilización en las alfarerías debido a los efectos secundarios que podía producir en la salud de los alfareros el trabajar con materiales derivados del plomo.
Para el baño de los cacharros se utilizaban dos elementos, un barreño con el esmalte y una cazuela (generalmente una cazuela del Nº2, más conocida como cazuela de sopas de ajo o castellana).
El vidriado de la pieza se realizaba en dos fases:
-
Fase 1: se bañaba la parte que después saldría amarilla en el cocido. Generalmente esta parte se bañaba así para escribir sobre ella. El baño se daba con barro blanco líquido.
-
Fase 2: se bañaba la totalidad de la parte de la pieza que se quería que después saliese con brillo después del cocido. El baño se hacía con minio.
El baño se realizaba de dos formas:
- Por inmersión de la pieza en el barreño. Generalmente en piezas pequeñas o en otras que van bañadas totalmente como los jarros. En muchos casos, se baña la parte de la boca por inmersión y la parte de dentro con el siguiente método.
- Vertido de una cantidad de baño desde la cazuela sobre la parte de la pieza que se quiere bañar. La pieza se coloca por encima del barreño para que todo el baño sobrante que cae desde la cazuela vuelva otra vez al barreño.

10. Escritura
A lo largo de la década de los 60, cada vez se hizo más habitual el que las piezas fueran personalizadas mediante una leyenda en el cacharro. Era habitual ver en los jarros leyendas como “Recuerdo de Segovia” o “Bar
La parte donde iba a ir el letrero se bañaba haciendo una especie de lengua con barro blanco y, con un bolígrafo viejo, se escribía el letrero raspando ese barro blanco, de tal forma que las letras quedaban marcadas y el color de las mismas venía dado por la aparición del barro rojo de dentro.
11. Encañado
Los cacharros secos se metían en el horno para ser cocidos. Llenar o “encañar” (palabra que viene de encaño, pequeño trozo de barro de forma circular y alargada, hueca por el centro, que servía para sujetar unas piezas con otras en el horno) no era una tarea nada fácil. Los cacharros se debían colocar uno a uno en el horno. Se iban “amontonando” unos sobre otros hasta que el horno estaba totalmente lleno.
Existían múltiples condicionantes: Las panzas piezas no podían tocar directamente las paredes del horno porque la temperatura se transmitía más rápido por las paredes y rompían las piezas. Tampoco podían tocarse entre sí por las partes bañadas porque se quedarían pegadas unas a otras. Había que dejar ciertos espacios de abajo a arriba del horno, para que el calor y las llamas producidas por la combustión del burrajo llegase por igual a los cacharros de abajo y a los de arriba.
Se comenzaba por colocar las piezas más grandes y pesadas en la parte de abajo del horno y sobre ellas, se iban colocando las demás.
Una vez que el horno estaba lleno de cacharros, se tapiaba la puerta con adobes y barro.
12. Cocido
Los hornos
El material empleado para la construcción de los hornos era el adobe.
Su estructura era independiente, aunque solían estar integrados dentro de los sotechados del corral.
El horno estaba compuesto por dos cuerpos, uno superior donde se introducían los productos que se iban a cocer u otro inferior por donde se alimentaba el burrajo para su combustión.
El lugar donde se almacenaba el burrajo estaba anexo al horno y el suelo solía estar inclinado hacia la boca de alimentación del horno que estaba uno o dos metros por debajo del nivel del suelo. Esto evitaba las corrientes de aire que podrían originar una combustión desigual o que las llamas salieran por la boca y se produjera un incendio.
La zona de combustión era alimentada por la boca con una “garieja” de unos 3 metros de larga, lo suficiente para evitar en lo posible que las llamas y el calor intenso llegaran a la persona que estaba introduciendo el combustible. El techo de la caldera estaba formado por arcos de medio punto transversales al eje de la boca. Estos arcos permitían aguantar todo el peso de los cacharros que se ponían en la parte superior para cocer.
El suelo del horno, que separaba la parte donde se colocaban los cacharros a cocer y el atizadero, tenían agujeros para permitir el paso de las llamas y el calor. En total había entre doce y quince agujeros de entre diez y quince centímetros de diámetro. Para evitar que las llamas llegaran directamente a través de estos agujeros a los cacharros que se estaban cociendo, lo cual acabaría rompiéndolos, los agujeros del perímetro se tapaban con trozos de teja árabe y en los del centro se ponían los “encaños” que eran piezas de barro alargadas y circulares y huecas por el centro para permitir que las llamas subieran a través de ellos. Por encima y alrededor de los “encaños”, al igual que de las tejas puestas en los agujeros de los laterales, se colocaban cascotes de barro, procedentes de piezas rotas en otras hornadas, para difuminar más las llamas y el calor.
La puerta de entrada a la parte superior del horno, es decir, la cámara donde se introducían las vasijas para ser cocidas, estaba en un lateral del horno y generalmente anexa a una habitación contigua donde estaban los secaderos de los cacharros. Esta puerta se cerraba en cada hornada con adobes y se sellaba con barro muy blando.
En uno de los laterales exteriores del horno, había una escalera para subir hasta el techo abovedado en el que también había agujeros o respiraderos que durante la cocción permanecían cerrados con cascotes o tejas y al final de la cocción se abrían para favorecer el proceso de enfriado. A través de estos agujeros también se comprobaba el grado de cocción de las vasijas, extrayendo mediante la horquilla (gancho de hierro con mango de madera) pequeñas piezas que se colocaban en la parte superior del horno.

El cocido duraba generalmente entre 12 y 14 horas. El horno se solía “templar” el día antes durante unas 2 horas, dependiendo si era verano o invierno, para que los cacharros estuviese ya lo suficientemente calientes para el día siguiente y no hubiese problemas de roturas por un cambio brusco de temperatura. El alfarero solía levantarse el día que cocía sobre las 3 de la madrugada y acababa sobre las cuatro o las cinco de la tarde.
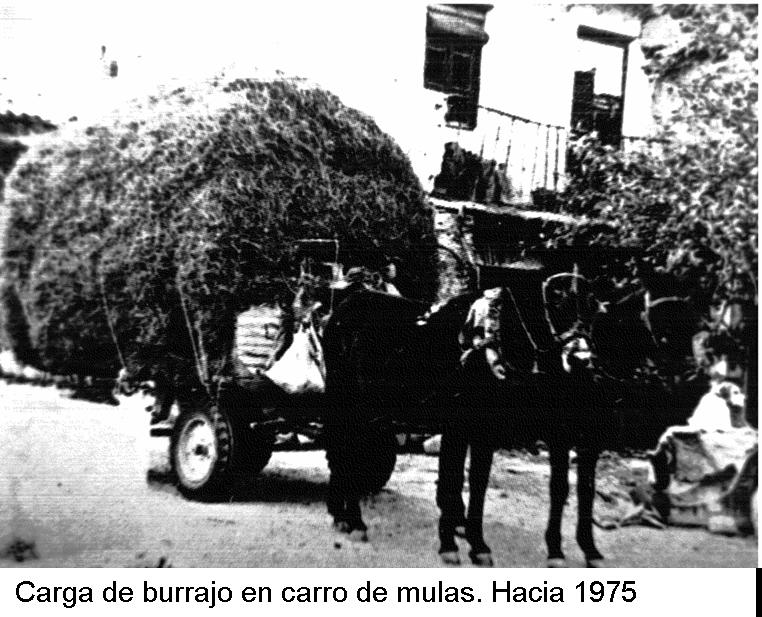
El material utilizado en Arrabal de Portillo como combustible era el burrajo, las hojas secas que se recogían del suelo con rastrillo de los numerosos pinos negrales (resineros) que hay en la localidad. El burrajo seco es de una combustión rápida y fuerte, casi como el papel, y proporcionaba la suficiente energía calorífica como para que el interior del horno llegase a alcanzar los
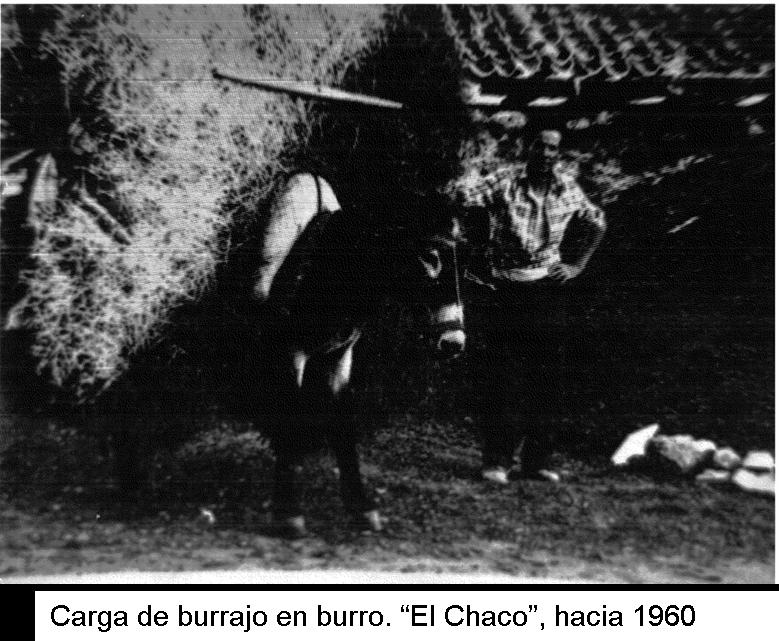
El alfarero, con una garia larga, con un mango de unos
La cantidad de burrajo necesario para cocer un horno se media en cargas: 2 cargas de burro o una de carro era lo que se requería normalmente, aunque no era igual en invierno que en verano.